







2022/10/24
2327
详细对比几种工业聚合物3D打印技术:VOXELJET HSS、HP MJF 和 SLS - 广州国际3D打印展
广州国际3D打印展览会即将在2023年3月1-3日在中国进出口商品交易会展馆B区举行。邀您关注今日3D打印展新资讯:
如今的聚合物3D打印市场正在迅速增长,据有关报告显示,整个2021年聚合物粉末消费增长了43.3%,超过了光敏树脂,成为使用最多的3D打印材料。因此,工业3D打印机原始设备制造商之间的竞争比以往任何时候都要激烈,高速烧结(HSS)、多射流融合喷射(MJF)和选择性激光烧结(SLS)等技术让制造企业有了充分的选择。
HSS技术最初是由拉夫堡大学的NeilHopkinson和赢创公司的Sylvia Monsheimer在21世纪初同时发明的,是一种基于粉末的3D打印工艺,类似于粘合剂喷射,因其快速的打印速度和大型部件的生产能力而闻名。自2016年该技术获得商业化许可以来,voxeljet已经开发了自己的HSS版本,并在2017年推出了其第一台HSS3D打印机。此后,该公司以VX200 HSS和VX1000HSS等几款由HSS驱动的3D打印机充实了其产品系列。同样,MJF也是粘合剂喷射器旗帜下的一项技术。惠普公司为功能原型和终端生产提供工程级的聚合物部件,在汽车和消费品等行业都有应用。与HSS和MJF(基于喷墨的工艺)不同,SLS是一种激光粉末床熔合的形式。该方法利用高功率激光束和扫描系统,在聚合物粉末床中3D打印零件。由于所有工艺都具有类似的特性和表面处理,这些聚合物打印技术被视为竞争对手的情况并不少见。在本篇概述中,我们将介绍这三种技术的来龙去脉,看看它们之间有什么不同。

△voxeljetVX1000 HSS。图片来自voxeljet。
喷墨打印之争:HSS与MJF
那么,HSS是如何工作的?它首先将一层薄薄的聚合物粉末涂在一个加热的构建平台上。然后,喷墨打印头在平台上移动,将红外反应墨水喷射到粉末床的选定区域。一旦暴露在红外光下,注入墨水的粉末就会吸收热量,烧结并融合成一个固体层,留下未打印的区域作为散粉。然后,构建平台被降低,新的粉末层被沉积,这个过程逐层重复,直到3D零件被打印出来。
MJF在许多方面与HSS相似。与HSS工艺非常相似,MJF涉及将一种吸收辐射的液体(又称熔融剂)喷射到聚合物粉末床的某些区域。其他区域的边界,即不被打印的区域,用一种称为细化剂的辅助液体进行冷却。一旦喷射完成,就用一个红外灯来辐射整个构建区域,使沾有结合剂的部分融合。用细化剂喷射的边界则保持不融合。除了voxeljet的VX1000打印机的巨大尺寸之外,这两种技术的主要区别在于使用的液体数量。HSS不需要第二种冷却剂,因为voxeljet的3D打印机可以独立控制结合和未结合的粉末材料的温度。他们通过使用两种不同波长的红外发射器来做到这一点,这意味着不需要细化剂来实现精确的边缘定义。
由于其细化剂,MJF拥有1200dpi的分辨率,而HSS只有360dpi。但决定零件分辨率的关键因素仍然是粉末的粒度,所以在这种情况下,更高的喷头分辨率并不一定意味着更精确的零件。事实上,由于HSS的液滴比单个聚合物晶粒(通常约55微米宽)略大,它们能够完全覆盖晶粒之间的交叉点,这对于烧结的发生至关重要。
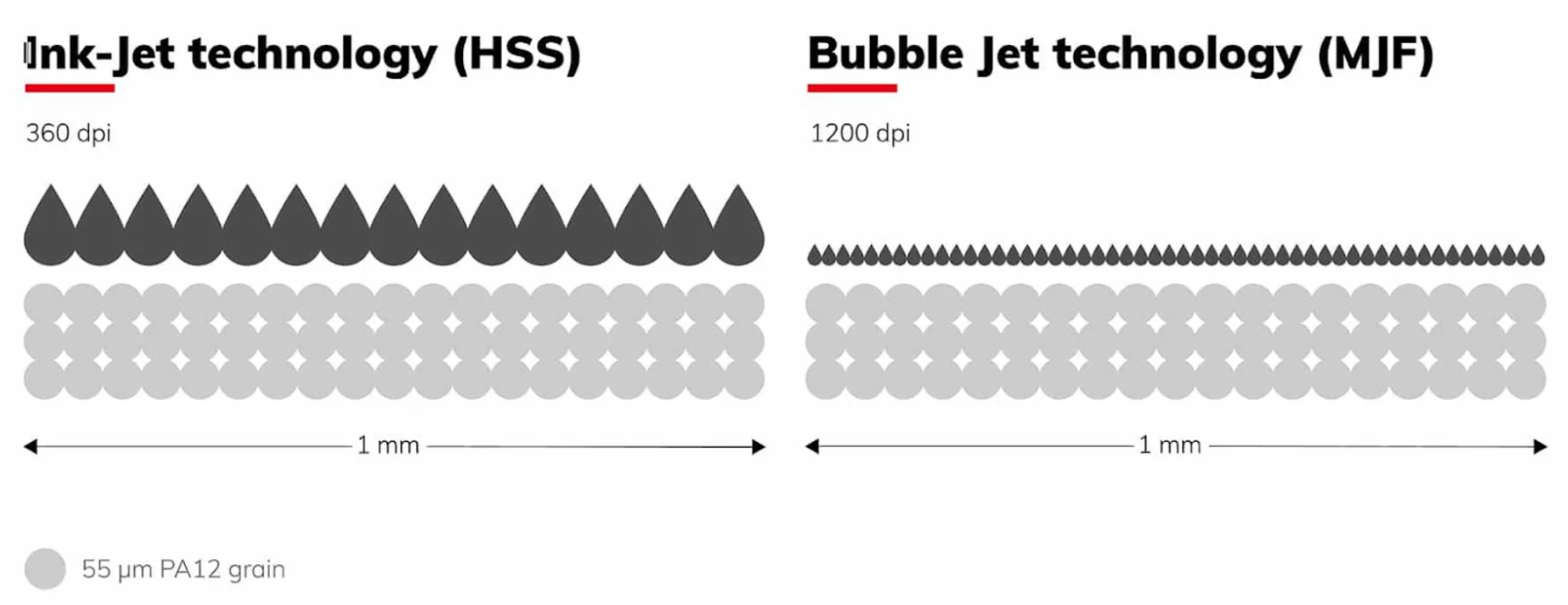
△HSS和MJF的分辨率比较。图片来自voxeljet
从一些关键技术规格来看,MJF系统的最大构建体积为380 x 294 x 380毫米,而voxeljet VX1000 HSS的特点是1000 x 540 x 180毫米(用于PA12)。在打印速度方面,VX1000 HSS也有自己的优势,其速度为7300cm3/h。另一方面,生产力最高的MJF 3D打印机的打印速度为5058cm3/h。这两种工艺的另一个主要区别是HSS对3D打印的开源方法。Voxeljet的客户能够自由访问他们机器的所有工艺参数,毫无障碍地将他们的构建适应自己的材料。由于用户直接与材料供应商谈判自己的粉末价格,这可以大大节省成本。兼容的聚合物清单很长,包括PA12、TPU和PP,这些都是商业化的或即将上市的。此外,成功的概念验证包括PA613、PEBA和EVA。相比之下,MJF 3D打印机能够加工PA12、PA11和PP。这两种技术都允许对未打印的粉末材料进行回收和再加工。
△MJF3D打印机的构建室。照片来自Protolabs。
将SLS 3D打印添加到组合中
为了全面起见,我们还将在这次对比中提及SLS 3D打印。SLS三维打印机是这样工作的:激光器最初将零件的第一层的二维截面扫描到粉末床上,这并不完全是融化粉末,而是将其打碎,使其融合成一个固体层。一旦第一层完成,构建平台向下移动,促使再涂层机在现有的粉末床上铺上一层薄而均匀的材料。这种打印和重涂的循环一直重复到整个构建完成。最大的SLS系统可以打印一米范围内的零件,Z高度的打印速度约为48毫米/小时(取决于盒子的利用率)。粉末床熔融生态系统是3D打印行业中最先进的系统之一,这意味着今天的工业级SLS系统可以兼容所有形式的聚合物粉末。这包括PA6、PA11、PA12、TPU、PP、PAEK、PEEK,以及更多。

△EOS工业聚合物3D打印机的构建室。照片来自EOS。
HSS vs MJF vs SLS:机械性能
为了评估每种3D打印技术的机械性能,我们看了一些由一系列供应商提供给我们的拉伸测试数据。这些数据涵盖了每种技术的总共15个拉伸测试狗骨样品(5个沿X轴打印,5个沿Y轴打印,5个沿Z轴打印),每个都是用PA12 3D打印,并根据ISO 527标准进行测试。首先,为了确定哪种聚合物打印技术能产生最强的零件,我们看一下平均极限拉伸强度(UTS)。这是一个部件在断裂之前所能承受的最大拉应力。在这一轮比赛中,是SLS打印的试样平均强度最高(45.17MPa),其次是MJF(43.10MPa),然后是HSS(40.60MPa)。这三种技术对应的最大断裂载荷分别为1885.01N、1782.7N和1659.1N。
有趣的是,在voxeljet的官方PA12数据表中,XY的UTS值为52(+/-1)MPa,Z的UTS值为46(+/-2)MPa。造成这种差异的原因是,材料数据表中给出的数据是指针对机械数据优化的工艺参数的打印。相比之下,为本研究打印的狗骨是用针对精度和细节优化的参数打印的。因此,客户可以选择以针对自己的应用进行优化的规格来打印零件,这与voxeljet提供的开源策略是一致的。
接下来是杨氏模量,它是衡量拉伸刚度的一个指标。杨氏模量越高,意味着部件越硬,在弹性负载下只发生轻微变形,而杨氏模量越低,相当于部件的弹性越大,在负载下越灵活。这一次,HSS产生了最坚硬的部件(1.82GPa),其次是SLS(1.73GPa)和MJF(1.43GPa)。
最后,我们有断裂伸长率,这是一种延展性的测量。该测量显示了一个零件在断裂之前可以被拉伸多少,占其原始长度的百分比。有趣的是,在XY平面上,SLS打印的零件延展性最好(17.53%),其次是MJF(16.87%)和HSS(8.88%)。然而,在Z平面上,MJF产生了最多的延展性部件(14.40%),其次是SLS(9.32%),和HSS(6.36%)。
文章来源:今日头条
2023广州国际3D打印展览会将于2023年3月1-3日在中国进出口商品交易会展馆B区举行。更多精彩论坛活动,欢迎登录3D打印展官网 https://3d.gymf.com.cn
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-89816057;我们将及时予以更正。 |

打印无限想象
欢迎莅临广州国际3D打印展览会!
主办单位官方微信

