







2017/04/24
3189
浅析陶瓷3D打印技术
陶瓷是一种传统的无机材料,精美实用,已经有了上千年的历史。硬而脆的特点使陶瓷材料加工成形尤其困难,传统陶瓷制备工艺只能制造简单三维形状的产品,而且成本高、周期长。陶瓷3D打印技术的发展使复杂陶瓷产品制备成为可能,3D打印技术所具有的操作简单、速度快、精度高等优点给陶瓷注入了新的活力。国外已有很多研究,出现了3DCeram、Lithoz等专注陶瓷3D打印的公司。目前国内陶瓷3D打印技术还不够成熟,清华大学、西安交通大学等科研单位正在钻研,也涌现出了十维科技等敢于探索的企业。
材料及应用
陶瓷材料具有高强度、高硬度、耐高温、低密度、化学稳定性好、耐腐蚀等优异特性,是三大固体材料之一。目前陶瓷3D打印制备的主要有氧化铝陶瓷、氧化锆陶瓷、磷酸钙陶瓷等。

用途广泛的陶瓷材料
陶瓷3D打印可以制备结构复杂、高精度的多功能陶瓷,在建筑、工业、医学、航天航空等领域将会得到广泛的应用,在陶瓷形芯、骨科替代物、催化器等方向具有很好的应用前景,将给我们的生活带来巨大改变。

配料
根据成形技术和最终的性能要求,选择合适的原材料,一般包括陶瓷粉末、粘结剂、添加剂,按一定比例混合均匀。
用于3D打印的陶瓷材料形态包括:
浆料,陶瓷成分与其他溶剂及添加剂的混合物,通过物理、化学的方式成形;
陶瓷丝材,用于熔融堆积工艺;
陶瓷粉末,陶瓷粉末、矿化物、粘结剂等的混合物,用于激光烧结、粘接等;
陶瓷薄片,片压成形、粘接。
3D打印成形
使用3D打印技术实现陶瓷零件成形,得到特定形状结构的陶瓷坯体。具体方法见后文对各种陶瓷3D打印成形技术的介绍。
坯体后处理
对陶瓷坯体进行清洗、表面增强、修复、干燥等后处理,使坯体的强度、精度等性能达到要求,有利于之后的热处理环节。
脱脂和烧结
将完好的坯体放入炉子中,按照设定好的温度制度、焙烧气氛和压力进行热处理。这个过程分为两个阶段:加热到600多℃脱去坯体中的有机物,这是十分敏感容易出现缺陷的阶段;加热到1000多℃实现致密化、形成陶瓷,这是晶粒长大、晶界形成、实现陶瓷强度的过程,决定着制品的最终性能。烧结完成等冷却后便可得到最终的陶瓷产品了。
陶瓷3D打印成形技术
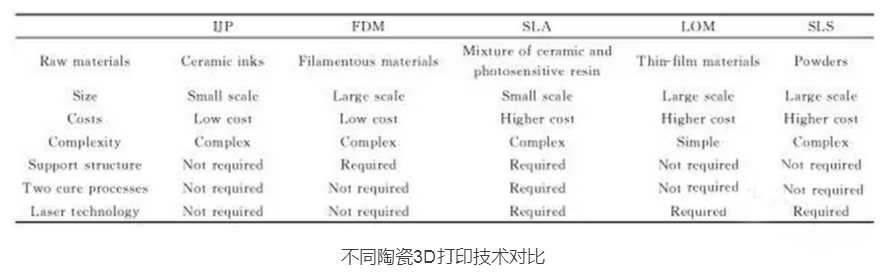
目前陶瓷3D打印成形技术主要可以分为喷墨打印技术(IJP)、熔融沉淀技术(FDM)、分层实体制造技术(LOM)、选择性激光烧结技术(SLS) 和立体光固化技术(SLA)。使用这些技术打印得到的陶瓷坯体经过高温脱脂和烧结后便可得到陶瓷零件。根据成形方法和使用原料的不同,每种打印技术都有自己的优缺点,发展程度也有差距。
喷墨打印技术(IJP)
主要分为三维打印和喷墨沉积法。 三维打印是由MIT开发出来的,首先将粉末铺在工作台上,通过喷嘴把粘结剂喷到选定的区域,将粉末粘结在一起,形成一个层,而后,工作台下降,填粉后重复上述过程直至做出整个部件。所用的粘结剂有硅胶、高分子粘结剂等。三维打印法可以方便地控制陶瓷坯体的成分和显微结构,但是坯体需要后处理,而且精度低、强度低。

喷墨沉积法是由Brunel大学的Evans和Edirisingle研制出来的,它是将含有纳米陶瓷粉的悬浮液直接由喷嘴喷出以沉积成陶瓷件。该工艺的关键是配置出分散均匀的陶瓷悬浮液,目前使用的陶瓷材料有ZrO2、TiO2、Al2O3等。制约其发展的因素主要是陶瓷墨水的配置和喷墨打印头的堵塞。
浆料挤出成形技术(类似FDM)
与塑料3D打印的熔融沉积成形(FDM)类似,基本都是由供料辊、导向套和喷头3个结构组件相互搭配来实现。首先热熔性丝状材料(混有陶瓷粉末的喷丝)经过供料辊,在从动辊和主动辊的配合作用下进入导向套,利用导向套的低摩擦性质使得丝状材料精准连续地进入喷头。材料在喷头内加热熔化后挤出喷嘴,挤出后的陶瓷高分子复合材料因为温差而凝固,按照设计好的原件造型进行3D打印。
也有部分工艺采用高粘度的陶瓷浆料作为原材料,直接通过喷嘴挤出后在空气中干燥固化。

本技术虽然可以实现多种材料组合,但挤出最小直径有限,在结构上受到局限,精度较低,比较适用于陶瓷工艺品和多孔材料的生物制造领域。本技术需要设置支撑结构、喷头温度高、对于原料的要求高。
分层实体制造技术(LOM)
一种薄片材料叠加工艺,又称为薄形材料选择性切割。直接通过激光切割薄膜材料(含粘结剂),移动升降工作台,切割新的一层薄膜材料叠加在之前的一层材料上,在热粘压部件的作用下粘结成形,是一种直接由层到立体零件的过程。
成形速度快,适合用于制造层状复杂结构零件;不需要设置支撑结构,后期处理过程比较简单。陶瓷薄片材料可以利用流延法制备得到,国内外对流延法制备陶瓷薄片材料的技术也已经比较成熟,原料的获取方便快捷。但是,由于采用的薄膜材料需要进行切割叠加,不可避免地产生大量材料浪费的现象,利用率有待提高。同时打印过程采用的激光切割增加了打印成本。不适合打印复杂、中空的零件,层与层之间存在较为明显的台阶效应,最终成品的边界需要进行抛光打磨处理。
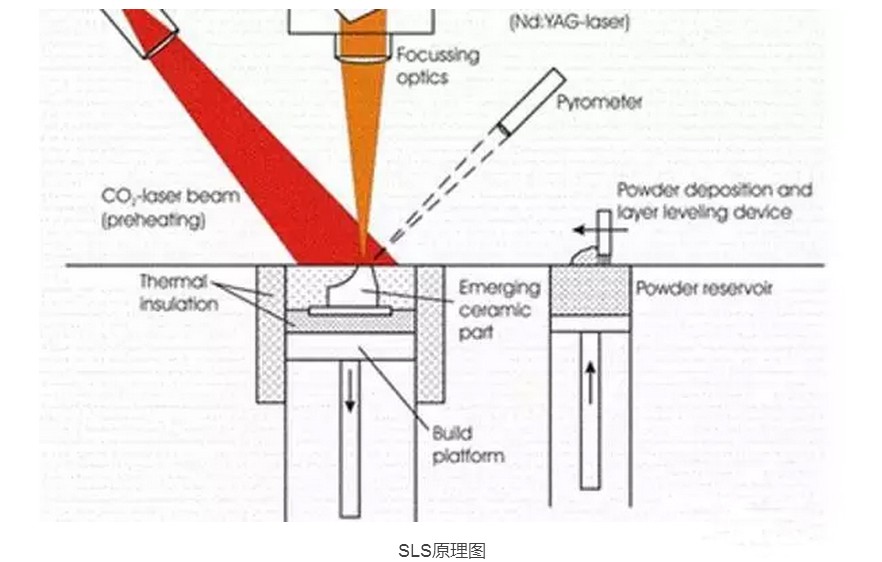
激光选区烧结技术(SLS)
主要通过压辊、激光器、工作台3个结构组件相互搭配来实现陶瓷3D打印。通过压辊将粉末铺在工作台上,电脑控制激光束扫描规定范围的粉末,粉末中的粘结剂经激光扫描熔化,形成层状结构。扫描结束后,工作台下降,压辊铺上一层新的粉末,经激光再次扫描,与之前一层已固化的片状陶瓷粘结,反复操作同一步骤,最终打印出成品。
由于直接对陶瓷进行烧结比较困难,需在陶瓷粉中加入粘结剂或者将原料制成覆膜陶瓷的结构。粘结剂的种类、用量以及加入粘结剂后的陶瓷密度低、力学性能差等方面的问题一直制约着该技术的发展,难以得到高精度、高强度、高致密度的陶瓷零件。同时,由于使用激光,该技术打印陶瓷零件成本高、后期维护较为繁琐。

打印无限想象
欢迎莅临广州国际3D打印展览会!
主办单位官方微信

