







2021/04/15
1216
3D打印机常见故障有哪些?该如何解决? - 广州国际3D打印展
广州国际3D打印展览会即将在2022年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注今日3D打印展新资讯:
近期,我们将对3D打印机遇到的高频问题点进行搜集整理,集中解答。小编建议所有3D打印爱好者收藏。一来涉及到的知识点很可能帮你解决目前遇到的问题;二来可以系统学习3D打印知识,帮你更好的了解、使用3D打印机。
3D打印机刨料的解决方法
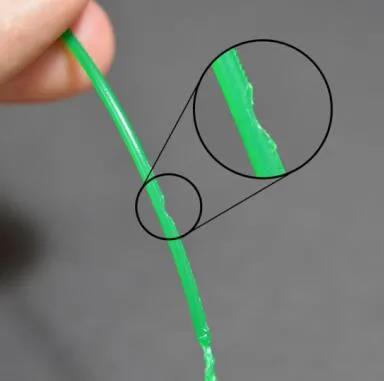
多数3D打印机都是用小齿轮与轴承夹住耗材来驱动齿轮用尖利的齿咬进耗材,然后依靠齿轮的旋转方向来推动耗材前后运动的。如果耗材不能移动,但齿轮却在继续转动,这时齿轮可能会从耗材上刨掉部分塑料,以致齿轮没地方抓住耗材,许多人称这种情况叫“刨料”。因为太多塑料被刨掉,导致挤出功能不正常。如果这种情况出现在你的3D打印机上,通常你会看到塑料碎片散落一地,同时你也会看到,挤出机在转动,但耗材却没有被推送到挤出机内部。下面我们将介绍解决这个问题的最简单的方法。
提高打印温度。如果你一直遇到刨料的问题,试着把喷嘴温度提高5-10度,可以修改打印温度来设置,这样耗材挤出更容易一些。在基本里面有个打印温度,切片时重新设置一下再切片打印即可。耗材在高温时总是更容易挤出,所以这是可以调整的一个非常有用的设置。
打印速度太快。在提升温度后,如果仍然遇到刨料的问题,下一步你需要做的就是降低打印速度。调整后,挤出机的电机不必再高速转动,因为线材需要更长的时间来挤出。降低挤出机的电机转速,有助于解决刨料问题。例如,你之前打印速度是3600mm/min(60mm/s),试试将这个值减小三分之一,看是否刨料的问题会消失。
检查喷嘴是否堵塞。在降低温度和打印速度后,如果仍然有刨料的问题,那么就可能是喷嘴堵塞了。接下来需要清理一下喷嘴,如果堵的不严重,耗材会断断续续出来。把打印温度升高至230度,用小针通几次喷嘴再手动往里面送料,看看能否正常出料,还不行的话需要更换一个新喷嘴,再清理一下喉管。
喉管内铁氟龙管碳化。在机器喉管里面有一小节铁氟龙管,铁氟龙管是耐高温的,但长时间在高温环境下工作的铁氟龙管也会逐渐被碳化,造成原本就比较小的铁氟龙管通道缩小,后续挤出不顺畅,从而出现出料不足,卡料的现象。解决办法就是在加热状态下抽出铁氟龙管,如果有碳化可以切一节一样长的换上去装好即可。

3D打印时层开裂或断开的处理方法
3D打印通过层层打印来构建模型,每个后续的层,都是打印在前一个层上,最后构建出想要的3D模型。为了使最后的打印件结实可靠,你需要确保每层充分与它下面的层粘合。如果层与层之间不能很好的粘合,最后打印件可能会开裂或断开。接下来,我们将会探讨相关问题及解决办法。

层高太高。多数3D打印机喷嘴直径都在0.2mm到0.6mm之间。耗材从这个很小的孔挤出,形成非常细的丝,进而构建细节丰富的打印件。然而,这些喷嘴,也导致了层高限制。当你在一层上打印另一层耗材,你需要确保新的层被挤压到下面那层上,从而两层可以粘合在一起。一般来说,你需要确保你选择的层高比喷嘴直径小20%。例如,如果你的喷嘴直径是0.4mm,你使用的层高不能超过0.32mm,否则每层上的耗材将无法正确的与它下面的层粘合,合适的层高一般设置在0.1mm-0.24mm之间,这样模型表面精度有保证,而且粘合度很好。所以,如果你发现打印件开裂,层与层之间没能粘合在一起,首先需要检查的是层高与喷嘴直径是否匹配。试试减少层高,看看是否能让层粘合的更好。
打印温度太低。相比冷的耗材,热的耗材总是能更好的粘合在一起。如果你发现层与层之间不能很好的粘合,并且层高设置没有太高,那么可能耗材需要更高的温度来打印,以便更好的粘合。例如,你尝试在190℃时打印ABS耗材,可能会发现层与层之间很容易分开。这是因为ABS一般需要在230℃-260℃时打印,以便层与层之间更有力的粘合。所以如果你觉得是这个问题,可以尝试提升温度,每次增加10℃,再看看粘合是否有改善。
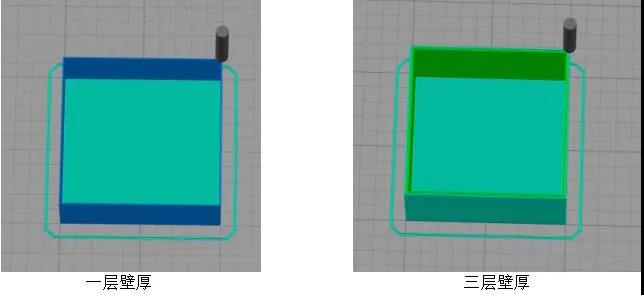
打印速度太快及壁厚太薄。在相同的时间里,100mm/s速度打印的模型粘合度跟50mm/s速度打印的模型层与层之间的粘合效果肯定是有差别的。壁厚也是如此,0.4mm的壁厚跟1.2mm的比较,0.4mm的很容易裂开,但是1.2mm的就没有那么容易了,如果是在冬天比较冷的情况下,太薄的壁厚会更容易层分裂。合适的打印速度配合合适的壁厚及填充可以更有效的避免模型层分裂。
文章来源:OFweek3D打印网
2022广州国际3D打印展览会将于2022年3月3-5日在中国进出口商品交易会展馆B区举行。;更多精彩论坛活动,欢迎登录3D打印展官网 https://3d.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-89816057;我们将及时予以更正。 |

打印无限想象
欢迎莅临广州国际3D打印展览会!
主办单位官方微信

